
智能化仓库管理系统可以通过数据分析,了解货物流转情况、库存情况等,优化仓库管理,提高管理效率和降低成本,提供决策支持。
一、智能化仓库管理系统概念介绍:
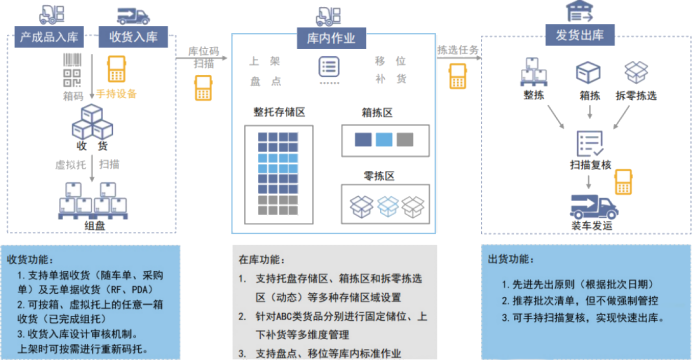
智能化仓库管理系统可以提供仓配业务所需要的收货、上架、补货、移库、拣货、复核、退货、盘点、资料维护、运营监控、数据分析等一体化的功能和服务,业务模式上支持多货主和多仓库架构,极大限度提升仓库管理效率,智能化仓库管理,节省企业仓库管理成本。
二、智能化仓库管理系统主要功能简介:
1、货位管理
采用数据收集器读取产品条形码,查询产品在货位的具体位置,(如X产品在A货区B航道C货位),实现产品的全方位管理。
通过终端或数据收集器实时地查看货位货量的存储情况、空间大小及产品的较大容量,管理货仓的区域、容量、体积和装备限度。
2、产品质检
产成品包装完成并粘贴条码之后,运到仓库暂存区由质检部门进行检验,质检部门对检验不合格的产品扫描其包装条码,并在采集器上作出相应记录,检验完毕后把采集器与计算机进行连接,把数据上传到系统中;对合格产品生成质检单,由仓库保管人员执行生产入库操作。
3、产品入库
从系统中下载入库任务到采集器中,入库时扫描其中一件产品包装上的条码,在采集器上输入相应数量,扫描货位条码(如果入库任务中指定了货位,则采集器自动进行货位核对),采集完毕后把数据上传到系统中,系统自动对数据进行处理,数据库中记录此次入库的品种、数量、入库人员、质检人员、货位、产品生产日期、班组等所有必要信息,系统并对相应货位的产品进行累加。
4、物料配送
根据不同货位生成的配料清单包含非常详尽的配料信息,包括配料时间、配料工位、配料明细、配料数量等,相关保管人员在拣货时可以根据这些条码信息自动形成预警,对错误配料的明细和数量信息都可以进行预警提示,极大的提高仓库管理人员的工作效率。
5、产品出库
产品出库时仓库保管人员凭销售部门的提货单,根据先入先出原则,从系统中找出相应产品数据下载到采集器中,制定出库任务,到指定的货位,先扫描货位条码(如果货位错误则采集器进行报警),然后扫描其中一件产品的条码,如果满足出库任务条件则输入数量执行出库,并核对或记录下运输单位及车辆信息(以便以后产品跟踪及追溯使用),否则采集器可报警提示。
6、仓库退货
根据实际退货情况,扫描退货物品条码,导入系统生成退货单,确认后生成退货明细和帐务的核算等。
7、仓库盘点
根据公司制度,在系统中根据要进行盘点的仓库、品种等条件制定盘点任务,把盘点信息下载到采集器中,仓库工作人员通过到指定区域扫描产品条码输入数量的方式进行盘点,采集完毕后把数据上传到系统中,生成盘点报表。
8、库存预警
另外仓库环节可以根据企业实际情况为仓库总量、每个品种设置上下警戒线,当库存数量接近或超出警戒线时,进行报警提示,及时地进行生产、销售等的调整,优化企业的生产和库存。
9、质量追溯
此环节的数据准确性与之前的各种操作有密切关系。可根据各种属性如生产日期、品种、生产班组、质检人员、批次等对相关产品的流向进行每个信息点的跟踪;同时也可以根据相关产品属性、操作点信息对产品进行向上追溯。信息查询与分析报表在此系统基础上,可根据需要设置多个客户端,为不同的部门设定不同的权限,无论是生产部门、质检部门、销售部门、领导决策部门都可以根据所赋权限在第1时间内查询到相关的生产、库存、销售等各种可靠信息,并可进行数据分析。同时可生成并打印所规定格式的报表。
三、企业使用智能化仓库管理系统有什么好处?
1、账目清晰,可随时查询库存,掌握产品出入库的较新动态;
2、保证货品质量,及时清除过期跟不合格产品,减少产品损耗和仓库压力;
3、提高仓库数字化管理水平,减少对人工经验的依赖;
4、员工权限分明,根据不同的管理人员分配是否具有修改或者查看的权限。
智能化仓库管理系统可以自动化处理许多传统手动处理的仓库作业任务,如记录货物进出、库存调整、订单管理等,大大提高了仓库管理效率。