

随着科技的迅猛发展,机器视觉检测系统正逐渐成为工业生产和质量控制中的重要工具。这种系统利用先进的图像处理技术,模仿人类视觉的功能,对生产过程中的物体进行实时监控和分析。本文将详细介绍机器视觉检测系统的功能及其带来的诸多优势。
一、功能介绍
1、缺陷检测
机器视觉检测系统能够高效识别产品表面和内部的各种缺陷,如划痕、裂纹或不均匀的涂层。这一功能极大地提高了生产线的产品质量,并减少了人工检查的需要。
2、尺寸测量
精确的尺寸测量是生产过程中的关键环节。机器视觉系统通过图像分析技术,可以快速、准确地测量产品的各种尺寸,并与设定的标准进行比较,确保每个产品都符合设计要求。
3、位置定位
机器视觉系统能够精确定位生产线上的物体位置。这对于自动化装配线和机器人操作至关重要,确保了各个部件能够准确对接,避免了因位置偏差导致的装配错误。
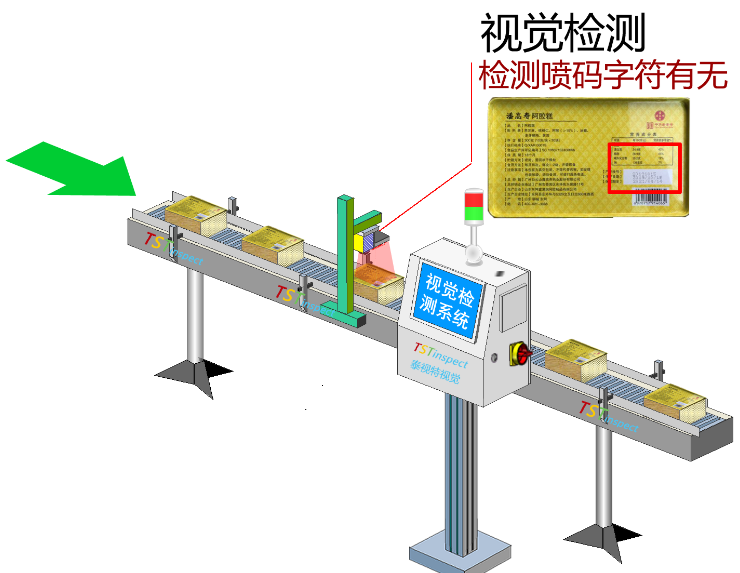
4、分类与识别
通过先进的图像识别算法,机器视觉系统可以对不同种类的产品进行自动分类。这一功能不仅提升了生产效率,还增强了产品的管理和追踪能力。
5、缺陷记录与数据分析
机器视觉检测系统通常配备数据记录功能,可以实时存储检测结果并进行统计分析。这些数据对于质量改进和生产优化提供了宝贵的依据。
二、优势介绍
1、提高生产效率
自动化的机器视觉检测系统能够24小时不间断工作,大幅度提高生产效率。与人工检查相比,机器视觉系统具有更高的速度和一致性。
2、提升产品质量
精确的检测和测量功能显著降低了产品缺陷率,提升了整体产品质量。这对于企业在市场竞争中取得优势至关重要。
3、降低成本
尽管初期投入较高,但长远来看,机器视觉检测系统能够减少人工成本,降低因产品缺陷带来的返工或报废成本,从而实现更高的投资回报率。
4、增强生产灵活性
机器视觉检测系统可以根据不同的生产需求进行快速调整和配置,使得生产线能够迅速适应不同的产品和工艺变化,提高了生产线的灵活性。
5、促进数据驱动的决策
通过对检测数据的深入分析,企业可以更好地理解生产过程中的瓶颈和问题,从而进行针对性的改进和优化,推动数据驱动的决策制定。
总结而言,机器视觉检测系统凭借其高效的功能和显著的优势,正在引领现代工业生产的新潮流。通过持续的技术创新和应用拓展,这些系统有望在未来发挥更大的作用,为企业带来更多的价值和竞争优势。